English |
简体 |
繁體
Sign Up Now | Log In | Help | Add favorite | Expo-Sourcing
Analysis of VP Reflow in PoP Applications
In 2009, EPIC's Reliability Lab performed analysis on PoP assemblies reflowed using VP technology. The aim was to verify that solder joint formation between PoP BGAs and the PoP assembly and board pads conformed with IPC standards. The test vehicle used a BGA305 and BGA128 assembly on PCB200-12mmcad (TES-8620) Practical Components testing board. Kester Tacky Flux RF743 was used for the flux dip operation and Henkel no-clean lead-free multicore LF318 Dap88.5 for the solder paste. Five PoP BGA sets were placed and reflowed at 240°C. Electrical testing, X-ray, and cross sectioning were used to assess solder joint quality.
In vapor phase reflow, heat is transferred when the hot, saturated vapor condenses on the PCBA surface and gives up its latent heat of vaporization. The fluid boiling point is the governing factor in peak temperature. The vapor encapsulates the entire surface of the board resulting in the smallest ΔT at short dwell times of the board in the condensing vapor. Thermal transfer is independent of form, color, mass, and mass distribution of the PCBA.
Detailed X-ray inspections were performed on each BGA group, looking for evidence of solder bridges, voids, and open connections. Voids were measured using RINCON measuring software and found compliant with IPC-7095 where the accepted voiding area is less than 25% (the percentage of joint cross-sectional area occupied by the void). Voiding was mainly caused by flux out-gassing within molten solder joints. These bubbles form and pop open when they either grow too large or migrate to the edge of a joint. Upon solidification, the bubbles become voids. While cross-sectioning was not perfectly centered on the BGA balls, the solder joints exhibited in the analysis met all requirements of IPC-610 Revision D for component alignment, voiding, solder ball spacing, and connection (Figure 1).
Cross sections of the components that used Multicore LF318M DAP solder paste together with VP reflow indicate adequate solder volume and uniformity (Figures 2 and 3). The calculated solder volume used is within 5% of the solder volume that should normally occur on a production surface mount line. 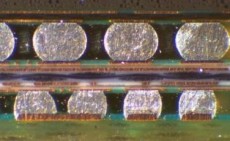
Figure 2. A micro-section image showed excellent ball collapse on primary and secondary packages after reflow.
As a surface finish, ENIG offers good solderability, increasingly significant strength, and a considerably improved board finish.
Visual Inspection under 40, 150, 600, and 1200× magnifications resulted in 100% first pass yield (FPY) for all BGAs that used Multicore WS300 Type 4 solder paste under VP reflow.
All 5 BGAs (U1, U5, U8, U11, and U15) were successfully tested for continuity.
All criteria for this process were satisfied with excellent test results.
References:
1. Munroe, C., "Beating the RoHS Heat," Circuits Assembly, March 2008.
Ryan Wooten is EPIC Technologies' engineering manager. Contact him at ryan.wooten@epictech.com.
Tel:886-2-28941823 Fax:886-2-28941837 E-mail:viya@packsourcing.com
Copyright Notice © 2015 New Insight Publishing Ltd.. All rights reserved.
Powered by Packsourcing
